|
उत्पाद विवरण:
|
| नाम: | Hastelloy प्लेट | प्रकार: | पत्र / प्लेट |
|---|---|---|---|
| आवेदन: | रासायनिक औद्योगिक | मोटाई: | 0.03 - 1.00 मिमी |
| चौड़ाई: | 3.0 - 330 मिमी | सतह समाप्त: | उज्ज्वल, सुस्त, एचएल (हेयरलाइन), अन्य। |
| हाई लाइट: | hastelloy c276 थाली,hastelloy शीट |
||
हेस्टेलॉय मिश्र धातु बी -3 / यूएनएस एन 10675 प्लेट संक्षारण सामग्री - मिश्र धातु बी 3 प्लेट
हेस्टेलॉय बी 3 शीट, मोटी 0.03 - 1.00 मिमी, चौड़ाई 3.0 - 330 मिमी, छोटी मात्रा
एचसी -276, एचसी -22, ALLOY 600, ALLOY 625, ALLOY 718, ALLOY X750
और अन्य निकल मिश्र धातु
मोटाई 0.030 - 1.00 मिमी * चौड़ाई 3.0 - 330 मिमी * स्ट्रिप्स / कॉइल्स / चादरें
विशिष्टता विवरण
| प्रकार | ठंडा रोल्ड निकल मिश्र धातु स्ट्रिप्स / कॉइल्स |
| ग्रेड | एचसी -276, एचसी -22, ALLOY 600, ALLOY 625, ALLOY 718, ALLOY X750 << दूसरों >> हैस्टेलो, हेनेस, इंकोनल, INCOLOY, मोनेल, रेन 41, WASPALOY |
| समाप्त | रोल-अप (हार्ड), त्वचा पास (2 बी) अन्य। |
| सतह खत्म | उज्ज्वल, सुस्त, हेयर लाइन (एचएल), अन्य। |
| मोटाई | 0.030 - 1.00 मिमी |
| चौड़ाई | 3.0 - 300 मिमी |
| लंबाई | कुंडल (पट्टी) या चादर (लंबाई 100 ~ 2,000 मिमी) |
| आईडी | φ300,400,500 मिमी (आंतरिक कोर) |
| MOQ | 50 किलो ≤ |
विनिर्देश जो आपकी आवश्यकताओं के अनुरूप समायोजित कर सकते हैं।
कठोरता (एचवी), तन्यता ताकत (एन / मिमी 2 , एमपीए), लम्बाई (%),
सबूत तनाव, सतह खत्म,
एज कंडीशन (स्लाईटेड एज, रोल्ड एज, डी-बर्ड एज, इत्यादि),
कैम्बर (मिमी / 1 एम), क्रॉस धनुष (मिमी / चौड़ाई), कुंडल सेट (मिमी / 1 एम), सतह रफनेस (आरएमएक्स, आरजे, रा)
अधिकतम ओडी, कुंडल वजन, पैकिंग
आप हमें क्यों चुनते हैं
1. छोटी मात्रा, कम समय की डिलीवरी
यदि हमारे पास स्टॉक हैं, तो हम कुछ दिनों में कम से कम 1 किलो नमूना से जहाज भेज सकते हैं।
हम 300 किलो और ऊपर की मात्रा में कस्टम ऑर्डर सामग्री भी बनाते हैं
(कुछ सामग्री 50 किलो की अनुमति है) कम से कम 3 सप्ताह में।
2. उच्च परिशुद्धता मोटाई
हम मोटाई सहनशीलता की गारंटी देते हैं जिसे प्रतियोगियों द्वारा पुन: उत्पन्न नहीं किया जा सकता है।
उदाहरण:
टी <0.30 मिमी सहनशीलता ± 1 - 3 माइक्रोन गारंटीकृत
0.30 मिमी सहिष्णुता ± 1% गारंटीकृत
3. कई विशेषताओं को जोड़ने की क्षमता
हम धातु सामग्री में विभिन्न प्रकार की विशेषताओं को जोड़ने में सक्षम हैं
(राल कोटिंग, चढ़ाना, विभिन्न प्रकार के धातु, बहुआयामी स्कीविंग, आदि का बंधन)।
4. अद्वितीय तकनीक और कस्टम-निर्मित समाधान
हम आपके अद्वितीय के साथ आपकी समस्याओं के लिए अनुकूलित समाधान प्रदान करते हैं
प्रौद्योगिकियों और अच्छी तरह से ज्ञात सामग्री के माध्यम से अधिग्रहित ज्ञान
50,000 वस्तुओं के निर्माण के हमारे अनुभव।
5. अपनी जरूरतों के लिए उचित आधार धातु चुनें
हम ध्यान से गुणवत्ता, वितरण समय और मूल्य संतुलन,
दुनिया भर से विभिन्न आधार धातुओं की खरीद।
हम आपकी जरूरतों के लिए उपयुक्त उत्पादों का निर्माण करते हैं।
6. धातु संरचना (रासायनिक गठन) को नियंत्रित करने के लिए
हम 1 माइक्रोन के अनाज आकार के साथ अल्ट्राफिन धातु संरचनाओं का निर्माण कर सकते हैं।
बेहतर अनाज आकार का उपयोग करना कठोरता जैसे लाभ प्रदान करता है,
संतुलन शक्ति और लचीलापन, और परिशुद्धता प्रेस प्रसंस्करण।
7. कम कुल लागत
हम आपकी प्रसंस्करण को ध्यान में रखते हैं,
हमारे उत्पाद का उपयोग करके कुल लागत को कम करने की पेशकश करें।
8. वैश्विक नेटवर्क
जापान, शंघाई और ताइवान में स्थित हमारे संयंत्र,
हम लचीला स्थानीय खरीद और उत्पादन हस्तांतरण का भी समर्थन करते हैं।
हैस्टेलो बी -3 मिश्र धातु (यूएनएस एन 10675) सभी सांद्रता और तापमान पर हाइड्रोक्लोरिक एसिड के लिए एक उत्कृष्ट प्रतिरोध मिश्र धातु है। यह सल्फ्यूरिक, एसिटिक, फॉर्मिक और फॉस्फोरिक एसिड, और अन्य nonoxidizing मीडिया भी रोकता है। बी -3 मिश्र धातु में एक विशेष रसायन शास्त्र है जो थर्मल स्थिरता के स्तर को अपने पूर्ववर्तियों से काफी बेहतर बनाता है, उदाहरण के लिए हैस्टेलो बी -2 मिश्र धातु। बी -3 मिश्र धातु में जंग को पिटाई, तनाव-जंग क्रैकिंग और चाकू-रेखा और गर्मी से प्रभावित क्षेत्र के हमले के लिए उत्कृष्ट प्रतिरोध है।
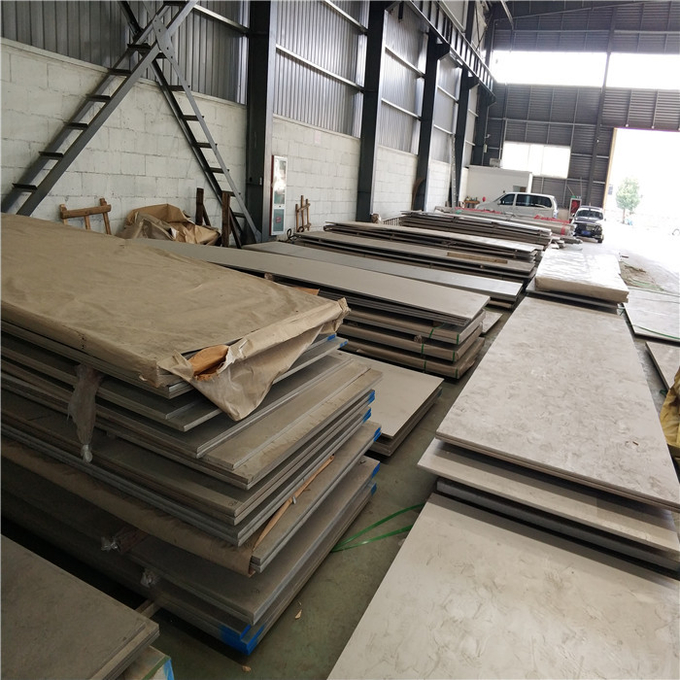
उपलब्ध उत्पाद प्रपत्र:
हैस्टेलो बी -3 मिश्र धातु प्लेट, शीट, स्ट्रिप, बिलेट, बार, तार, पाइप और टयूबिंग के रूप में उपलब्ध है।
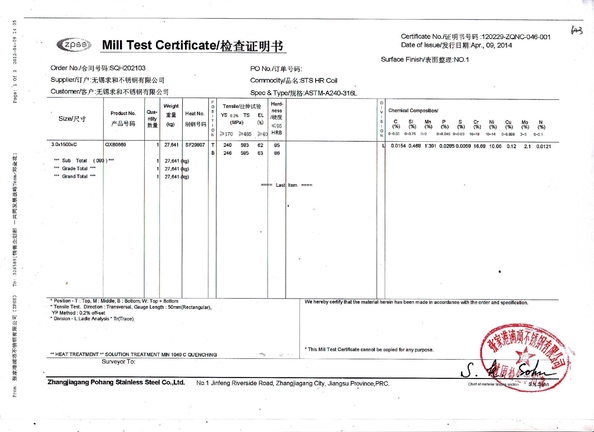
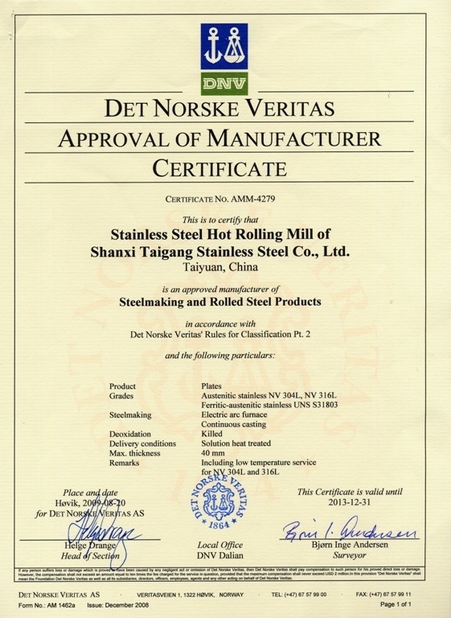
हेस्टेलॉय बी -3 निम्नलिखित विनिर्देशों से ढका हुआ है:
यूएनएस एन 10675
प्लेट, शीट, स्ट्रिप: एएसटीएम बी 333, एएसएमई एसबी 333,
बार: एएसटीएम बी 335, एएसएमई एसबी 335, (एएसटीएम बी 564 से प्रमाणित ड्यूल, एएसएमई एसबी 564 3-1 / 2 डीआईए और यूपी)
वेल्डेड पाइप: एएसटीएम बी 619, एएसएमई एसबी 619, क्लास I या II, (8 एसओ 40 से ऊपर) एएसटीएम
बी 775, एएसएमई एसबी 775,
सीमलेस पाइप: एएसटीएम बी 622, एएसएमई एसबी 622
नी 68, मो 28, फी 2, सीआर 1, सी 0.02 एमएन 1.0
हाई परफॉर्मेंस एलोयस स्टॉक और निम्न ग्रेड में इस ग्रेड में हेस्टेलोय बी 2 का उत्पादन करता है: बार, ढीला कॉइल, चादर / प्लेट, फास्टनरों। इस ग्रेड पर उद्धरण अनुरोध करें।
अवलोकन
हेस्टेलॉय बी 2 एक निकल-मोलिब्डेनम मिश्र धातु है जो हाइड्रोजन क्लोराइड गैस और सल्फ्यूरिक, एसिटिक और फॉस्फोरिक एसिड जैसे वातावरण को कम करने के लिए महत्वपूर्ण प्रतिरोध के साथ है। हेस्टेलॉय बी 2 शुद्ध सल्फ्यूरिक एसिड और कई गैर-ऑक्सीडाइजिंग एसिड के प्रतिरोध प्रदान करता है। मिश्र धातु को ऑक्सीकरण मीडिया में इस्तेमाल नहीं किया जाना चाहिए या जहां मीडिया को कम करने में ऑक्सीकरण प्रदूषक उपलब्ध हैं। समय-समय पर विफलता तब हो सकती है जब मिश्र धातु बी 2 का उपयोग किया जाता है जहां हाइड्रोक्लोरिक एसिड युक्त सिस्टम में लौह या तांबा मौजूद होता है।
उद्योग के उपयोगकर्ताओं को कार्बनिक एसिड की एक विस्तृत श्रृंखला के प्रतिरोध और क्लोराइड प्रेरित तनाव-जंग क्रैकिंग के प्रतिरोध की तरह।
हेस्टेलॉय बी 2 वेल्ड गर्मी से प्रभावित क्षेत्र में अनाज सीमा कार्बाइड उपनिवेशों के गठन का प्रतिरोध करता है, जो इसे अधिकांश रासायनिक प्रक्रिया अनुप्रयोगों के लिए उपयुक्त वेल्डेड स्थिति में उपयुक्त बनाता है। गर्मी से प्रभावित वेल्ड जोनों ने समान जंग प्रतिरोध सुनिश्चित करने के लिए कार्बाइड और अन्य चरणों की वर्षा कम कर दी है।
मिश्र धातु बी 2 में पिटिंग और तनाव जंग क्रैकिंग के लिए उत्कृष्ट प्रतिरोध भी है।
अनुप्रयोगों
हाइड्रोक्लोरिक एसिड, एल्यूमीनियम क्लोराइड उत्प्रेरक और अन्य दृढ़ता से कम करने वाले रसायनों के लिए सुपीरियर प्रतिरोध। निष्क्रिय और वैक्यूम वायुमंडल में उत्कृष्ट उच्च तापमान की ताकत।
हेस्टेलॉय बी 2 एक निकल-मोलिब्डेनम मिश्र धातु है जो रासायनिक उपकरणों को कम करने वाले उपकरण हैंडलिंग के लिए विशेष रूप से उपयुक्त है।
रासायनिक प्रक्रिया उद्योग में अनुप्रयोग सल्फ्यूरिक, फॉस्फोरिक, हाइड्रोक्लोरिक और एसिटिक एसिड शामिल हैं। पर्यावरण के आधार पर तापमान का उपयोग परिवेश के तापमान से 1500 डिग्री फ़ारेनहाइट तक भिन्न होता है (कृपया तकनीकी सलाह के लिए कॉल करें)।
रसायन विज्ञान
रासायनिक आवश्यकताएं | |||||||
|---|---|---|---|---|---|---|---|
नी | मो | फे | सीआर | सी | सी | Mn | |
मैक्स | बाल। | 30.0 | 2.0 | 1.0 | 0.02 | 0.10 | 1.0 |
मिन | 26.0 | ||||||
तन्यता डेटा
मैकेनिकल संपत्ति आवश्यकताएँ | |||||
|---|---|---|---|---|---|
अंतिम तन्यता | यील्ड शक्ति (0.2% ओएस) | Elong। % | आर / ए | कठोरता रॉकवेल | |
| मिन | 110 केएसआई | 51 केएसआई | 40 | ||
| मैक्स | |||||
| मिन | 760 एमपीए | 350 एमपीए | |||
| मैक्स | |||||
विशेष विवरण
UNS | यूएनएस एन 10665 |
|---|---|
बार | एएसटीएम बी 335 एएसएमई एसबी 335 |
तार | |
चादर | एएसटीएम बी 333 |
प्लेट | एएसटीएम बी 333 एएसएमई एसबी 333 |
फिटिंग | एएसटीएम बी 366 एएसएमई एसबी 366 |
फोर्जिंग | एएसटीएम बी 564 |
वेल्ड वायर | ए 5.14 ईआरएनआईमो -7 |
वेल्ड इलेक्ट्रोड्स | एएसएमई एसएफए 5.11 (एनआईएमओ -7) एडब्ल्यूएस ए 5.11 (एनआईएमओ -7) |
निर्बाध पाइप / ट्यूब | एएसटीएम बी 622 एएसएमई एसबी 622 |
वेल्डेड पाइप | एएसटीएम बी 619 एएसएमई एसबी 619 |
वेल्डेड ट्यूब | एएसटीएम बी 626 एएसएमई एसबी 626 |
बेयर वेल्ड रॉड्स | एएसएमई एसएफए 5.14 (ENiMo-7) |
शोर | 2.4617 |
formability
हैस्टेलॉय बी 2 कड़ी मेहनत करता है, लेकिन उचित सावधानी बरतने पर गठित किया जा सकता है। 1 9 50 डिग्री फारेनहाइट पर गर्मी इलाज की स्थिति में शीट (0.063 "मोटी) और तेजी से बुझाने की औसत ओल्सन कप गहराई 0.57" या 14.5 मिमी है।
वेल्डिंग
हेस्टेलॉय बी 2 वेल्ड गर्मी से प्रभावित क्षेत्र में अनाज सीमा कार्बाइड उपनिवेशों के गठन का प्रतिरोध करता है, जो इसे अधिकांश रासायनिक प्रक्रिया अनुप्रयोगों के लिए उपयुक्त वेल्डेड स्थिति में उपयुक्त बनाता है। गर्मी से प्रभावित वेल्ड जोनों ने समान जंग प्रतिरोध सुनिश्चित करने के लिए कार्बाइड और अन्य चरणों की वर्षा कम कर दी है।
मशीनिंग
निकेल और कोबाल्ट बेस संक्षारण, तापमान और पहनने वाले प्रतिरोधी मिश्र धातु, जैसे कि हेस्टेलॉय बी 2, को मशीनिंग के दौरान मध्यम से मुश्किल के रूप में वर्गीकृत किया जाता है, हालांकि, यह जोर दिया जाना चाहिए कि इन मिश्र धातुओं को संतोषजनक दरों पर पारंपरिक उत्पादन विधियों का उपयोग करके मशीन किया जा सकता है। मशीनिंग के दौरान ये मिश्र धातु तेजी से कड़ी मेहनत करते हैं, काटने के दौरान उच्च गर्मी उत्पन्न करते हैं, काटने के उपकरण की सतह पर वेल्ड करते हैं और उनकी उच्च कतरनी शक्तियों के कारण धातु हटाने के लिए उच्च प्रतिरोध प्रदान करते हैं। निम्नलिखित प्रमुख बिंदु हैं जिन्हें मशीनिंग परिचालन के दौरान माना जाना चाहिए:
क्षमता - मशीन जितना संभव हो उतना कठोर और अधिक शक्तिशाली होना चाहिए।
कठोरता - कार्य टुकड़ा और उपकरण कठोर होना चाहिए। उपकरण को कम करें।
उपकरण साझा करें - सुनिश्चित करें कि उपकरण हर समय तेज होते हैं। आवश्यकता के मुकाबले नियमित अंतराल पर तेज टूल्स में बदलें। एक 0.015 इंच पहनने की भूमि को एक सुस्त उपकरण माना जाता है।
उपकरण - अधिकांश मशीनिंग परिचालनों के लिए सकारात्मक रेक कोण उपकरण का उपयोग करें। नकारात्मक रेक कोण उपकरण को अस्थायी कटौती और भारी स्टॉक हटाने के लिए माना जा सकता है। अधिकांश अनुप्रयोगों के लिए कार्बाइड-टिप किए गए टूल सुझाए जाते हैं। उच्च गति उपकरण का उपयोग कम उत्पादन दर के साथ किया जा सकता है, और अक्सर बार-बार कटौती के लिए सिफारिश की जाती है।
सकारात्मक कटौती - सकारात्मक काटने की क्रिया को बनाए रखने के लिए भारी, स्थिर, फ़ीड का उपयोग करें। यदि फ़ीड धीमा हो जाता है और उपकरण कट में रहता है, तो कड़ी मेहनत होती है, टूल लाइफ बिगड़ती है और करीबी सहिष्णुता असंभव होती है।
लूब्रिकेशन - स्नेहक वांछनीय हैं, घुलनशील तेलों की विशेष रूप से कार्बाइड टूलिंग का उपयोग करते समय अनुशंसा की जाती है। विस्तृत मशीनिंग पैरामीटर टेबल्स 16 और 17 प्रस्तुत किए जाते हैं। सामान्य प्लाज्मा काटने की सिफारिशें तालिका 18 में प्रस्तुत की जाती हैं।
| तालिका 16 | |
|---|---|
| अनुशंसित उपकरण प्रकार और मशीनिंग शर्तें | |
| संचालन | कार्बाइड उपकरण |
| गंभीर बाधा के साथ, रफिंग | सी -2 और सी -3 ग्रेड को चालू या सामना करना: नकारात्मक रेक वर्ग डालने, 45 डिग्री एससीईए 1, 1/32 नाक त्रिज्या में। उपकरण धारक: 5 डिग्री नकारात्मक। वापस रेक, 5 डिग्री नकारात्मक। साइड रेक स्पीड: 30-50 एसएफएम, 0.004-0.008 फीड, 0.150 कट की गहराई में। सूखी 2, तेल 3, या पानी के आधार शीतलक 4। |
| सामान्य मोटापा | सी -2 या सी -3 ग्रेड को चालू या सामना करना: नकारात्मक दर वर्ग डालने, 45 डिग्री एससीईए, 1/32 नाक त्रिज्या में। उपकरण धारक: 5 डिग्री नकारात्मक। वापस रेक, 5 डिग्री नकारात्मक। साइड रेक गति: 90 एसएफएम सेट अप की कठोरता, 0.010 इंच फीड, 0.150 इंच की कटौती के आधार पर। सूखी, तेल, या पानी के आधार शीतलक। |
| फिनिशिंग | सी -2 या सी -3 ग्रेड को चालू या सामना करना: यदि संभव हो तो सकारात्मक रेक वर्ग डालने, 45 डिग्री एससीईए, 1/32 नाक त्रिज्या में। टूल धारक: 5 डिग्री पॉज़। बैक रेक, 5 डिग्री पॉज़। साइड रेक गति: 95-110 एसएफएम, 0.005-0.007 में फ़ीड, 0.040 इंच कटौती की गहराई। सूखी या पानी के आधार शीतलक। |
| असहज उबाऊ | सी -2 या सी -3 ग्रेड: यदि डाइरिंग बार डालें, तो मानक पॉजिटिव रेक उपकरण का उपयोग सबसे बड़े संभव एससीईए और 1/16 इन नाक त्रिज्या के साथ करें। यदि ब्राजील टूल बार, 0 डिग्री बैक रेक, 10 डिग्री पॉज़ पीस लें। साइड रेक, 1/32 इन नाक त्रिज्या और सबसे बड़ा संभव एससीईए। गति: 70 एसएफएम सेटअप की कठोरता, 0.005-0.008 में फ़ीड, 1/8 इंच की कटौती के आधार पर। सूखी, तेल या पानी के आधार शीतलक। |
| उबाऊ खत्म करो | सी -2 या सी -3 ग्रेड: सम्मिलित प्रकार बार पर मानक सकारात्मक रेक उपकरण का उपयोग करें। ब्रेक किए गए टूल्स को पीसने के लिए फिनिश मोड़ और चेहरे को छोड़कर 0 डिग्री पर सबसे अच्छा हो सकता है। गति: 95-110 एसएफएम, 0.002-0.004 फ़ीड में। जल बेस शीतलक। |
| टिप्पणियाँ: | |
| 1 एससीईए - उपकरण का किनारा किनारे किनारे कोण या लीड कोण। 2 किसी भी बिंदु पर जहां सूखी काटने की सिफारिश की जाती है, उपकरण पर निर्देशित एक एयर जेट पर्याप्त उपकरण जीवन वृद्धि प्रदान कर सकता है। एक पानी बेस कूलेंट धुंध भी प्रभावी हो सकता है। 3 तेल शीतलक अत्यधिक गुणवत्ता वाले additives के साथ प्रीमियम गुणवत्ता, सल्फोक्लोरीनयुक्त तेल होना चाहिए। 50 से 125 एसएसयू से 100 डिग्री फ़ारेनहाइट पर चिपचिपाहट। 4 वाटर बेस कूलेंट अत्यधिक गुणवत्ता वाले additives के साथ प्रीमियम गुणवत्ता, सल्फोक्लोरीनयुक्त पानी घुलनशील तेल या रासायनिक पायस होना चाहिए। 15: 1 मिश्रण बनाने के लिए पानी से पतला करें। वाटर बेस कूलेंट बाधित और कटौती में कार्बाइड उपकरणों की तेजी से विफलता का कारण बन सकता है। | |
| तालिका 17 | |
|---|---|
| अनुशंसित उपकरण प्रकार और मशीनिंग शर्तें | |
| संचालन | कार्बाइड उपकरण |
| मिलिंग का सामना करना | कार्बाइड आम तौर पर सफल नहीं होता है, सी-ग्रेड काम कर सकता है। सकारात्मक अक्षीय और रेडियल रेक, 45 डिग्री कोने कोण, 10 डिग्री राहत कोण का प्रयोग करें। गति: 50-60 एसएफएम। फ़ीड: 0.005-0.008 इंच। तेल या वाटरबेस कूलेंट कार्बाइड कटर दांतों के थर्मल सदमे के नुकसान को कम कर देंगे। |
| अंत मिलिंग | अनुशंसित नहीं है, लेकिन सी-2 ग्रेड अच्छे सेटअप पर सफल हो सकते हैं। सकारात्मक रेक का प्रयोग करें। गति: 50-60 एसएफएम। फ़ीड: उच्च गति स्टील के समान। तेल या पानी के आधार शीतलक थर्मल सदमे के नुकसान को कम कर देंगे। |
| ड्रिलिंग | सी -2 ग्रेड की सिफारिश नहीं की जाती है, लेकिन यदि कोई बड़ी गहराई नहीं है तो कठोर सेटअप पर ड्रिल किए गए ड्रिल सफल हो सकते हैं। जोर को कम करने के लिए वेब को पतला होना चाहिए। बिंदु पर 135 डिग्री शामिल कोण का प्रयोग करें। गन ड्रिल का उपयोग किया जा सकता है। गति: 50 एसएफएम। तेल या पानी के आधार शीतलक। कूलेंट-फीड कार्बाइड टिप ड्रिल कुछ सेटअप में आर्थिक हो सकता है। |
| reaming | सी -2 या सी -3 ग्रेड: टिप किए गए रीमर की सिफारिश की गई, ठोस कार्बाइड रीमर को अच्छे सेटअप की आवश्यकता होती है। उपकरण ज्यामिति उच्च गति स्टील के समान ही। गति: 50 एसएफएम। फ़ीड: उच्च गति स्टील के समान। |
| दोहन | अनुशंसित नहीं है, मशीन धागे, या उन्हें रोल फॉर्म। |
| बिजली की निर्वहन मशीनिंग | मिश्र धातु को किसी भी पारंपरिक विद्युत निर्वहन मशीनिंग सिस्टम (ईडीएम) या तार (ईडीएम) का उपयोग करके आसानी से काटा जा सकता है। |
| टिप्पणियाँ: | |
| 5 एम -40 श्रृंखला हाई स्पीड स्टील्स में लेखन के समय एम -41, एम -42, एम -43, एम -44, एम -45 और एम -46 शामिल हैं। अन्य जोड़े जा सकते हैं और समान रूप से उपयुक्त होना चाहिए। 6 तेल शीतलक अत्यधिक गुणवत्ता वाले additives के साथ एक प्रीमियम गुणवत्ता, सल्फोक्लोरीनयुक्त तेल होना चाहिए। 50 से 125 एसएसयू से 100 डिग्री फ़ारेनहाइट पर चिपचिपाहट। 7 वाटर बेस कूलेंट अत्यधिक गुणवत्ता वाले additives के साथ प्रीमियम गुणवत्ता, सल्फोक्लोरीनयुक्त पानी घुलनशील तेल या रासायनिक पायस होना चाहिए। 15: 1 मिश्रण बनाने के लिए पानी से पतला करें। | |
| तालिका 18 | |
|---|---|
| प्लाज्मा आर्क कटिंग | |
| Hastelloy बी 2 किसी भी पारंपरिक प्लाज्मा चाप काटने प्रणाली का उपयोग कर कटौती की जा सकती है। आर्गन और हाइड्रोजन गैसों के मिश्रण का उपयोग करके सबसे अच्छी चाप गुणवत्ता हासिल की जाती है। नाइट्रोजन गैस को हाइड्रोजन गैसों के लिए प्रतिस्थापित किया जा सकता है, लेकिन कट गुणवत्ता थोड़ा खराब हो जाएगी। प्लाज़्मा इन मिश्र धातुओं को काटते समय हवा या किसी भी ऑक्सीजन असर गैसों से बचा जाना चाहिए। | |
हैस्टेलो® हेनेस इंटरनेशनल, इंक का एक पंजीकृत ट्रेडमार्क है।



व्यक्ति से संपर्क करें: Mr. Gao Ben
दूरभाष: +86-18068357371
फैक्स: 86-0510-88680060