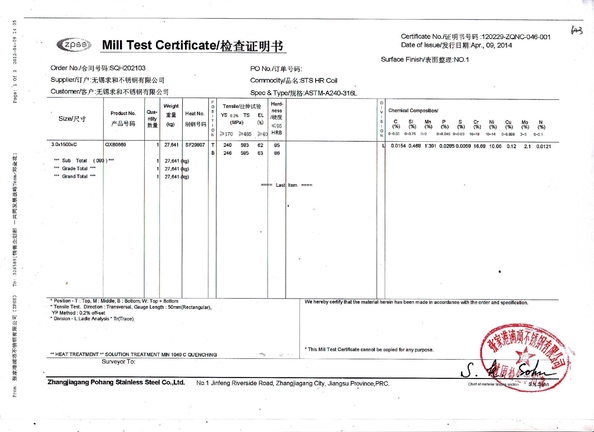
| रासायनिक संरचना |
| मिन। % | मैक्स% |
| कार्बन | 0.12 | 0.20 |
| सिलिकॉन | 0 | 1.00 |
| मैंगनीज | 0 | 1.00 |
| निकल | 1.25 | 3.00 |
| क्रोमियम | 15.00 | 18.00 |
| फ़ास्फ़रोस | 0 | 0.04 |
| गंधक | 0 | 0.03 |
* कार्बन रेंज काफी भिन्न हो सकती है
* निकल अतिरिक्त वैकल्पिक |
| एनालेल और गर्मी के इलाज में सामग्री के लिए मैकेनिकल संपदा आवश्यकताएं - ए एस 2837 - 1 9 4 9 431 और बीएस 9 70 भाग 3 1991 431 एस 29 के लिए शर्तें |
| शर्त | annealed | * टी |
| तन्य शक्ति एमएपी | मिन | | 850 |
| मैक्स | | 1000 |
| 0.2% यील्ड स्ट्रेंथ एमएपीए | मिन | | 635 |
| 5.65√ एस पर बढ़ाव 0 % | मिन | | 1 1 |
| Izod प्रभाव Valua जम्मू मिमी | मिन | | 63 34
63 20 |
| कठोरता एचबी | मिन | | 248 |
| मैक्स | 277 | 302 |
* सामग्री आमतौर पर स्थिति टी में रखता है
एनबी। अंतिम उपयोग के लिए यदि महत्वपूर्ण हो तो मिल प्रमाण पत्र की जांच करें। |
| ठेठ यांत्रिक गुणों के तापमान पर तापमान - * कठोर और मस्तिष्क की स्थिति में टी |
| तन्य शक्ति एमएपी | 940 |
| 0.2% यील्ड स्ट्रेंथ एमएपीए | 750 |
| 50 मिमी% में बढ़ाव | 19 |
| प्रभाव इज़द जे | 65 |
| कठोरता | मॉडिफ़ाइड अमेरिकन प्लान | 280 |
| Rc | 30 |
| * ठेठ हार्डनिंग तापमान | 980 ओ सी - 1020 ओ सी |
| * ठेठ तड़का हुआ तापमान | 640 ओ सी - 660 ओ सी |
| 590 ओ सी - 610 ओ सी |
| ठेठ यांत्रिक गुणों के तापमान पर तापमान - 980 डिग्री सेल्सियस से तेल की बुझती और संकेतित रूप में टेम्पर्ड |
| तापीय तापमान ओ सी | 250 | 370 | 480 | 590 | 650 | | |
| तन्यता ताकत एमपीए | 1370 | 1390 | 1410 | 980 | 920 | | |
| 0.2% यील्ड स्ट्रेंथ एमएपीए | 1030 | 1130 | 1200 | 790 | 690 | | |
| 50 मिमी% में बढ़ाव | 16 | 16 | 16 | 19 | 20 | | |
| प्रभाव चरपी जे | 54 | * 34 | * 16 | 65 | 70 | | |
| कठोरता | मॉडिफ़ाइड अमेरिकन प्लान | 410 | 420 | 425 | 295 | 270 | | |
| Rc | 44 | 45 | 46 | 32 | 29 | | |
उच्च तन्यता ताकत और उच्च उपज ताकत के साथ थोड़ा कम प्रभाव गुण जब 370 ओ सी
अनुभाग आकार 30 मिमी
* प्रभाव गुणों में नोट ड्रॉप श्रेणी 370 ओ सी 565 ओ सी के भीतर तड़प से बचना चाहिए। |
| ऊंचा तापमान गुण |
| 431 निरंतर सेवा में 700 डिग्री सेल्सियस तक स्केलिंग के लिए अच्छा प्रतिरोध प्रदर्शित करता है। हालांकि इन उच्च कार्य तापमान पर, तन्य शक्ति और कड़ी मेहनत में पर्याप्त गिरावट का परिणाम है, साथ ही लचीलापन में वृद्धि हुई है। |
| विशिष्ट तापमान पर विशिष्ट यांत्रिक गुण, 1010 ओ सी पर सख्त और 30 डिग्री सेल्सियस पर काम करने वाले तापमान पर तापमान |
| तापीय तापमान ओ सी | 510 | 570 | 620 |
| कार्य तापमान ओ सी | 480 | 540 | 590 |
| तन्यता ताकत एमपीए | 1350 | 720 | 435 |
| 50 मिमी% में बढ़ाव | 15 | 20 | 26 |
| टेस्ट के बाद रूम तापमान कठोरता | मॉडिफ़ाइड अमेरिकन प्लान | 440 | 330 | 280 |
| Rc | 47 | 37 | 30 |
| एनबी। इन उच्च कार्य तापमान पर रेंगना और तनाव टूटना शक्ति काफी हद तक कम हो जाती है। |
| निम्न तापमान गुण |
| 431 को एस्ट्रोनिट स्टील प्रकारों के अलावा अधिक स्टील्स के साथ संगत प्रभाव गुणों में पर्याप्त गिरावट के कारण उप-शून्य तापमान पर इस्तेमाल के लिए अनुशंसित नहीं किया गया है। |
| शीत झुकने |
| कठोर और स्वभाव में आपूर्ति की स्थिति के रूप में उच्च उपज ताकत के कारण बेहद मुश्किल होगा और आमतौर पर इसकी सिफारिश नहीं की जाती है। |
| गर्म झुकाव |
| कठोर और स्वभाव में आपूर्ति की स्थिति के रूप में यह गर्मी प्रभावित क्षेत्र के भीतर यांत्रिक गुणों पर इसके प्रभाव के कारण अनुशंसित नहीं है। |
| जंग प्रतिरोध |
431 में सभी मार्टेंसिटिकल स्टेनलेस स्टील्स का सबसे ज्यादा जंग प्रतिरोध है और ऑस्टेनिक्स स्टेनलेस स्टील्स के रूप में उच्च नहीं है, जबकि यह 301 और 302 ग्रेड के समान कुछ संक्षारक वातावरण में है। NB। कठोर और स्वभावित हालत में सभी वातावरणों में यह अधिकतम संक्षारण प्रतिरोध है, इसलिए एनीलेड हालत में उपयोग के लिए इसकी सिफारिश नहीं की जाती है। यह सबसे महत्वपूर्ण है कि ऑक्सीजन को हमेशा सभी स्टेनलेस स्टील सतहों पर स्वतंत्र रूप से प्रसारित करने की अनुमति दी जाती है यह सुनिश्चित करने के लिए कि क्रोम ऑक्साइड फिल्म हमेशा इसकी रक्षा के लिए मौजूद है। अगर ऐसा नहीं है, तो अन्य प्रकार के गैर स्टेनलेस स्टील्स के साथ जंग खाएगा। इष्टतम जंग प्रतिरोध सतह के लिए पैमाने और विदेशी कणों से मुक्त होना चाहिए।
तैयार किए गए भागों को पारित किया जाना चाहिए। |
| फोर्जिंग |
| 1150 ओ सी -1200 ओ सी के लिए समान रूप से गर्मी, पूरे खंड में तापमान एकसमान तक पकड़। सोखें लेकिन तुरंत फोर्जिंग शुरू न करें। ज़्यादा गरम न करें क्योंकि इससे क्रूरता और लचीलापन का नुकसान होगा। 9 00 से कम मत बनो। सीफिनिज्ड फोर्जिंग्स को धीरे-धीरे सूखे चूने या राख के कमरे के तापमान और उप-महत्वपूर्ण ऐंनल में ठंडा किया जाना चाहिए |
| उष्मा उपचार |
| उप-क्रिटिकल एनीलिंग |
620 ओ सी -660 ओ सी के लिए यूनिफ़ॉर्मली हीट पूरे अनुभाग तक तापमान एकसमान है।
* आवश्यक रूप से भिगोएँ - सुझाव दिया समय 6 से 12 घंटे, लेकिन अधिक लंबी, हवा में शांत हो सकता है |
| एनीलिंग |
950 ओ सी -1020 ओ सी के लिए गर्मी, पूरे खंड में तापमान एकसमान तक पकड़ो। * आवश्यक के रूप में भिगोएँ
तेल या हवा में ठोकर मारो। नोट: सबसे अच्छा प्रभाव गुण 1020 ऊपर से सख्त द्वारा प्राप्त किया गया सी। सबसे अच्छा संक्षारण प्रतिरोध प्लस यांत्रिक गुण 980 के बारे में सी से सख्त और 590 ओ सी ऊपर तड़पा द्वारा प्राप्त किया। |
| हार्डनिंग |
| 950 ओ सी -1020 ओ सी के लिए गर्मी, पूरे खंड में तापमान एकसमान तक पकड़ो। * जरूरी के रूप में भिगोएँ। तेल या वायु में ठंडा। अभी भी हल्का हाथ में गर्म होने पर तुरन्त नोट: 1020 ओ सी -1060 ओ सी से हार्डनिंग इष्टतम संक्षारण प्रतिरोध देगी, लेकिन लगभग 980 डिग्री सेल्सियस से सख्त जंग प्रतिरोध और यांत्रिक गुणों का सबसे अच्छा संयोजन देगा। |
| nitriding |
| नाइट्राइड से पहले, क्रोम ऑक्साइड फिल्म, जो सतह की रक्षा करती है, को नमकीन बनाना या ठीक रेत नष्ट करने से ठीक किया जाना चाहिए। नाइट्राइडिंग को 500 ओ सी -50 ओ सी में किया जाता है, इसके बाद धीमी गति से शीतलन (कोई बुझाने) इसलिए पार्ट्स को अंतिम आकार के लिए तैयार किया जा सकता है, जिससे पीस सहिष्णुता ही हो सकती है। हमेशा यह सुनिश्चित करें कि प्रारंभिक गर्मी उपचार के दौरान नियोजित तड़के तापमान नाइट्राइडिंग तापमान से अधिक था, अन्यथा कोर ताकत प्रभावित होगी। |
| तड़का हुआ (शर्त टी) |
| 590 ओ सी -680 ओ सी के लिए गर्मी, जब तक पूरे खंड में तापमान एकसमान नहीं है, आवश्यकतानुसार ठंडा हो, हवा में शांत हो। |
| एक डबल तड़के उपचार, इष्टतम बेरहम के लिए निम्नानुसार सिफारिश की गई है। |
गर्मी 640 ओ सी - 680 ओ सी * आवश्यक के रूप में भिगोएँ, हवा में शांत।
के बाद:
पुनः 590 ओ सी -610 ओ सी * के लिए गर्मी। हवा में ठंडा होने की आवश्यकता होती है, सुखाने के लिए बहुत कम तापमान पर तापमान में गिरावट आती है। इसके बाद कम प्रभाव गुणों के साथ बहुत अधिक तन्यता ताकत बनती है। एनबी। हालांकि, सीमा 370 ओ सी 565 ओ सी सी के भीतर तड़पना को गुस्सा भंगुरता के कारण से बचा जाना चाहिए, जिसके परिणामस्वरूप प्रभाव गुणों में काफी कमी और संक्षारण प्रतिरोध की हानि होती है। ताप तापमान, हीटिंग की दर, शीतलन और भिगोने का समय भिन्न हो सकता है कार्य टुकड़ा आकार / आकृति जैसे कारक, भट्ठी का इस्तेमाल किया गया कार्य, शमन मध्यम और काम टुकड़ा स्थानांतरण सुविधा आदि। सर्वोत्तम परिणामों के लिए कृपया अपने गर्मी उपचार से परामर्श करें। |
| मशीनिंग |
| आपूर्ति की स्थिति के रूप में कठोर और स्वभाव में 431 मशीनें सबसे अच्छी होती हैं और इसे सभी कार्यों जैसे मोड़ और ड्रिलिंग इत्यादि के साथ आसानी से मशीन योग्य माना जाता है। संतोषजनक ढंग से किए जाने में सक्षम। यह 300 श्रृंखला ऑस्टेनिटिक स्टेनलेस स्टील्स की समान सीमा तक कठोर काम नहीं करता है, लेकिन इस तरह के कम मिश्र धातु उच्च तननसाज्य स्टील्स जैसे 4140 आदि के लिए इसी तरह के समान हैं। इसके उच्च तन्यता गुणों के लिए इसलिए सिफ़ारिश करना, सभी मशीनीकरण करना चाहिए उपयुक्त उपकरण प्रकार, फीड्स और गति के लिए मशीन निर्माताओं की सिफारिशों के अनुसार |
| वेल्डिंग |
| 431 को आम तौर पर ऐनल या कठोर और स्वभावित स्थिति में वेल्डिंग के लिए सिफारिश नहीं की जाती है, इसकी हवा की सख्त क्षमता के कारण जो भंगुर मार्टेंसाईट के निर्माण के लिए पैदा हो सकती है, जिसके परिणामस्वरूप वेल्ड और गर्मी प्रभावित क्षेत्र में संकुचन तनाव के कारण ठंडे खुर के कारण होता है। उच्च कार्बन सामग्री को अधिक सख्त क्षमता और क्रैकिंग का अधिक से अधिक जोखिम। वेल्डिंग के दौरान तापमान को नियंत्रित करने और तापमान को पार करने के अलावा प्लस बहुत धीमी गति से कूलिंग और पोस्ट वेल्ड एनीलिंग, क्रैकिंग को रोकने के लिए सबसे अच्छा तरीका है। वेल्डिंग आवश्यक होने पर निम्नलिखित वेल्डिंग प्रक्रिया और पोस्ट-वेल्ड गर्मी उपचार एक मार्गदर्शिका के रूप में लिया जा सकता है। |
| वेल्डिंग प्रक्रिया |
| वेल्डिंग इलेक्ट्रोड या छड़ कम हाइड्रोजन प्रकार 410 या * समान हों, जब समानता की आवश्यकता होती है, तो किसी ऑस्टेनिटिक स्टेनलेस इलेक्ट्रोड या रॉड जैसे 308 या * इसी तरह इस्तेमाल किया जा सकता है जिसके परिणामस्वरूप एक अधिक तन्य वेल्ड हो सकता है, जब ताकत इतनी महत्वपूर्ण नहीं होती है और बाद में वेल्ड एनेलिंग संभव नहीं है या इरादा नहीं है। 200 ओ सी -30 ओ सी पर प्री-गर्मी और 200 ओ सी न्यूनतम पर अंतर तापमान बनाए रखना। वेल्डिंग को पूरा होने पर धीरे-धीरे शांत होने तक संभव हो जाता है जब तक संभव हो तो हाथ गर्म न हो जाए: 620 ओ सी -660 ओ सी पर पोस्ट-वेल्ड उप-महत्वपूर्ण एनील और हवा में शांत हो। * कृपया अपने वेल्डिंग उपभोग्य आपूर्तिकर्ता से परामर्श करें। |

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए! Hindi
Hindi