जहाज प्लेट ABS LR CCS Class AH36 आकार 2000 x 8000 मिमी मोटाई 10 मिमी समुद्री इंजीनियरिंग
सामग्री
कार्बन और मिश्र धातु स्टील में जहाज निर्माण स्टील सामग्री, उच्च शक्ति, कम तापमान और उच्च गर्मी इनपुट सोल्डरिंग के साथ संगत।
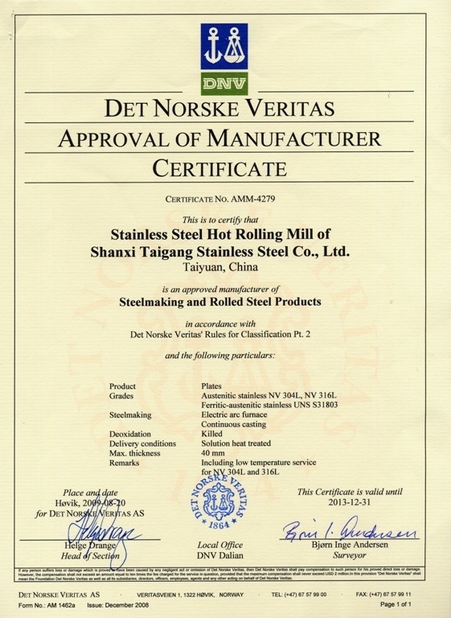
विभिन्न देशों के जहाज निर्माण मानक
विभिन्न देशों में वर्गीकरण समितियों के उत्पादन विधियों के अनुमोदन के तहत जहाज निर्माण स्टील प्लेटों का उत्पादन अपतटीय और समुद्री स्टील को संदर्भित करता है।
- एबीएस (अमेरिकन ब्यूरो ऑफ शिपिंग)
- बीवी (ब्यूरो वेरिटास)
- सीसीएस (चीन वर्गीकरण समाज)
- DNV (Det Norske Veritas)
- जीएल (जर्मनिसर लॉयड)
- एचआर (ग्रीक नौवहन रजिस्टर)
- KR (कोरियाई नौवहन रजिस्टर)
- एलआर (लॉयड का नौवहन रजिस्टर)
- एनके (निप्पॉन काइजी क्योकै)
- RINA (Registro Italiano Navale)
- आर.एस. (भारतीय नौवहन रजिस्टर)
ग्रेडः ए, बी, डी, ई, एएच32/36/40, डीएच32/36/40, ईएच32/36/40
अपनी उपज शक्ति के अनुसार, जहाज निर्माण प्लेट को निम्नलिखित ग्रेडों में विभाजित किया जा सकता हैः
- ग्रेड ए स्टील सामान्य तापमान (20 डिग्री सेल्सियस) के अधीन प्रभाव बल है।
- 0 °C पर ग्रेड बी स्टील का प्रभाव बल।
- ग्रेड डी स्टील के -20 डिग्री सेल्सियस पर प्रभाव बल।
- -40 °C पर ग्रेड ई स्टील का प्रभाव बल।
- उच्च शक्ति वाले जहाज निर्माण स्टील प्लेट को आगे विभाजित किया जा सकता हैः AH32, DH32, EH32; AH36, DH36, EH36 और AH40, DH40, EH40.
1सामान्य ग्रेड A, B, D और E को स्टील के प्रभाव तापमान के अनुसार प्रतिष्ठित किया जाता है। सभी ग्रेड स्टील के प्रभाव मान समान हैं।
2उच्च तीव्रता वाली पतवार संरचना स्टील के पूर्व ताप की आवश्यकताएंः सभी एएच, डीएच, ईएच प्लेट मोटाई के लिए 30 मिमी से अधिक कोण, बट जोड़ों, वेल्डिंग से पहले 120 ~ 150 °C तक पूर्व ताप किया जाना चाहिए।
3प्लेट की मोटाई ≤ 30 मिमी के लिए, परिवेश का तापमान 5 °C से कम है, 75 °C तक प्रीहीट; परिवेश का तापमान 0 °C से कम है, 75 ~ 100 °C तक प्रीहीट।
आयाम
मोटाई सीमाः 5 मिमी -150 मिमी
चौड़ाई रेंजः 1500 मिमी - 3900 मिमी
लंबाई सीमाः 6 मीटर, 12 मीटर, कॉइल्स
सतह उपचार
विरोधी जंग पेंटिंग के साथ।
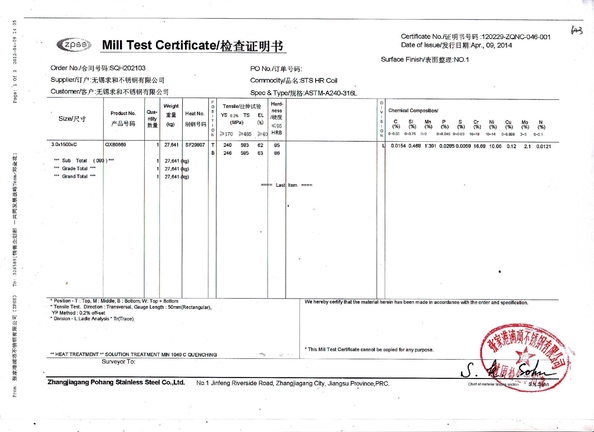
रासायनिक और यांत्रिक आवश्यकताएं
C (कार्बन) स्टील में एक अपरिहार्य सुदृढीकरण तत्व है, लेकिन C सामग्री में वृद्धि से स्टील की कम तापमान के झटके की कठोरता कम हो जाती है और स्टील की वेल्डेबिलिटी बिगड़ जाती है।,यह आवश्यक है कि स्टील में सी सामग्री को नियंत्रित किया जाए।
एल्यूमीनियम युक्त स्टील के उत्पादन के अनुभव के अनुसार, स्टील में एल्यूमीनियम की मात्रा और पिघले हुए स्टील की तरलता सुनिश्चित करने के लिए,पूर्व-डिऑक्सिडेशन की विधि कड़ाई से अंत बिंदु की कार्बन सामग्री को नियंत्रित करने के लिए है और पिघले हुए स्टील के ऑक्सीकरण को नियंत्रित करने के लिए बड़े पैक मिश्र धातु का मिश्रणएल्यूमीनियम जोड़ने का तरीका।
स्टील ग्रेड की अच्छी कम तापमान प्रभाव कठोरता सुनिश्चित करने के लिए, 355MPa वर्ग के जहाज प्लेट का रोलिंग एक सख्त प्रकार II नियंत्रित रोलिंग प्रक्रिया को अपनाता है।
|
|
|
|
|
|
|
|
वी-प्रकार के टक्कर परीक्षण
|
|
|
औसत प्रभाव अवशोषण
कार्यAkv/J
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
विभिन्न ग्रेड के लिए प्रसंस्करण
ग्रेड ए और बी
ग्रेड ए और बी जहाज निर्माण स्टील प्लेटों की सामान्य ताकत साधारण रोलिंग के माध्यम से प्रक्रिया और यांत्रिक गुणों की आवश्यकताओं को पूरा कर सकती है, इसलिए उत्पादन प्रक्रिया अपेक्षाकृत सरल है.
ग्रेड डी, ई (DH32, DH36, EH 32, EH 36)
ग्रेड डी और ई श्रृंखला (AH32/36, DH32, DH36, EH32, EH36 सहित) के जहाज निर्माण स्टील प्लेटों को कम तापमान पर अच्छी कठोरता और अच्छे वेल्डिंग प्रदर्शन की आवश्यकता होती है।उत्पादन उच्च शक्ति वाले जहाज निर्माण स्टील प्लेट को अधिक पूर्ण उपकरणों के साथ नियंत्रित रोलिंग और नियंत्रित शीतलन या गर्मी उपचार प्रक्रियाओं के माध्यम से सामान्य करने की आवश्यकता हैसाथ ही, आपूर्ति किए गए बिलेट्स की आंतरिक स्टील शुद्धता उच्च होनी चाहिए, विशेष रूप से स्टील में एस, पी, एन, 0 और एच की सामग्री को सख्ती से नियंत्रित किया जाना चाहिए।
कठोरता बढ़ाने के लिए मिश्र धातु के तत्व जोड़े जाते हैं
उच्च शक्ति वाले जहाज प्लेटों के प्रदर्शन को सुनिश्चित करने के लिए, माइक्रो-लेयरिंग तकनीक को अपनाया जाता है।नियंत्रित रोलिंग प्रक्रिया के साथ संयुक्त, अनाज को परिष्कृत किया जाता है और कठोरता में सुधार होता है।
जहाज निर्माण प्लेट के लिए विकास की दिशा
उच्च शक्ति, उच्च विनिर्देश, जहाज के बड़े पैमाने पर और ety, और कोटिंग विनिर्देशों में परिवर्तन के साथ, साधारण ए-क्लास पैनलों की मांग धीरे-धीरे कम हो जाती है,और उच्च शक्ति वाले पैनलों की मांग बढ़ रही है, जो 5 मीटर चौड़े बड़े जहाजों में केंद्रित है। प्लेट, 200-300 मिमी मोटी विशेष मोटी जहाज बोर्ड।

1. विनिर्देशः मोटाई - 6~700mm; चौड़ाई-1500~4020mm; लंबाई-3000~18000mm
2प्रसव का समयः आमतौर पर लगभग 35 दिन
3व्यापारिक शर्तें: एफओबी, सीएफआर (सीएनएफ), सीआईएफ
4. MOQ: 1 शीट अगर स्टॉक में.
5भुगतान की शर्तें:
1) 30% टी/टी जमा के रूप में, शेष राशि बी/एल कॉपी के खिलाफ है
2) 100% अपरिवर्तनीय एल/सी दृष्टि पर
3) 30% टी/टी जमा के रूप में, शेष राशि दृष्टि पर अपरिवर्तनीय एल/सी के खिलाफ है।
मानक विनिर्देश उच्च शक्ति, बुझाई और प्रबलित स्टील प्लेटों को कवर करता है, 100 केएसआई रिडंडेंस ताकत के लिए एक विनिर्देश है,संरचनात्मक अनुप्रयोगों के लिए अभिप्रेत और प्रबलित स्टील और आमतौर पर उद्योग में यूनाइटेड स्टेट्स स्टील मिल नामकरण T1® के रूप में जाना जाता है।, निर्माता के बावजूद।
प्रत्येक ग्रेड की एक अनूठी रासायनिक संरचना होती है और इसकी अधिकतम मोटाई 1.25 इंच से 6 इंच तक भिन्न हो सकती है।उदाहरण के लिए,
विशिष्ट अनुप्रयोग:
इस सामग्री का उपयोग संरचनात्मक अनुप्रयोगों के लिए किया जाता है।लेकिन वजन कम करने और पेलोड क्षमता में सुधार करने के लिए भारी उपकरण संरचनाओं में भी सामग्री का उपयोग किया जाता है, जैसे कि रेलगाड़ियों और उनके घटकों में, बड़े खनन ट्रकों के फ्रेम, अर्ध-ट्रेलर फ्रेम, और क्रेन बूम वर्गों में।

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए! Hindi
Hindi