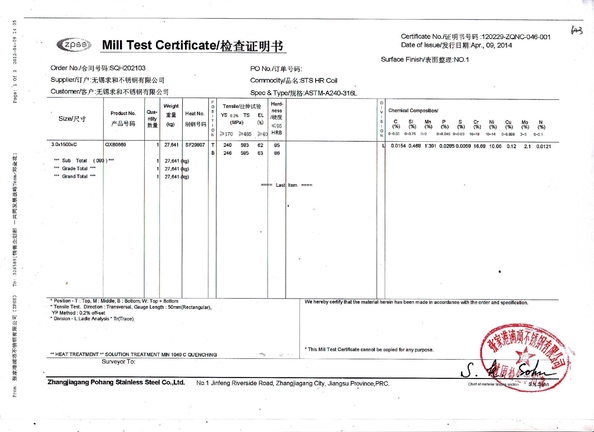
एआईएसआई / एसएई 4340 मिश्र धातु इस्पात
| रासायनिक विश्लेषण |
| सी% |
कार्बन 0.38 - 0.43 |
| एमएन% |
मैंगनीज 0.6 - 0.8 अधिकतम |
| पी% |
फास्फोरस 0.035 अधिकतम |
| एस% |
सल्फर 0.040 अधिकतम |
| सी% |
सिलिकॉन 0.15 - 0.3 |
| नी% |
निकेल 1.65 - 2.0 |
| करोड़% |
क्रोमियम 0.7 - 0.9 |
| मो% |
मोलिब्डेनम 0.2 - 0.3 |
मिश्र धातु इस्पात की सामान्य विशेषताएं 4340
4340 एक निकल-क्रोमियम-मोलिब्डेनम मिश्र धातु इस्पात है जो अपनी कठोरता और गर्मी-उपचार की स्थिति में उच्च शक्ति प्राप्त करने की क्षमता के लिए जाना जाता है।इसमें बहुत अच्छा थकान प्रतिरोध है।
यह मिश्र धातु, 4340, अच्छी कठोरता, पहनने के प्रतिरोध और थकान शक्ति के स्तर को बनाए रखते हुए, अच्छे वायुमंडलीय संक्षारण प्रतिरोध और ताकत के साथ संयुक्त रूप से उच्च शक्ति के स्तर पर गर्मी का इलाज किया जा सकता है।
अनुप्रयोग
वाणिज्यिक और सैन्य विमान, ऑटोमोटिव सिस्टम, जाली हाइड्रोलिक और अन्य मशीन उपकरण अनुप्रयोग, जाली स्टील क्रैंकशाफ्ट।
लोहारी
फोर्जिंग 2250 और 1800 F (1230 और 980 C.) के बीच की जानी चाहिए।राख या रेत आदि में फोर्जिंग के बाद भागों को धीमी गति से ठंडा करना चाहिए।
उष्मा उपचार
फोर्जिंग के बाद हीट ट्रीटमेंट स्टील को मशीनिंग के लिए उपयुक्त बनाने के लिए किया जाता है, और स्टील के विशेष अनुप्रयोगों के लिए निर्दिष्ट यांत्रिक संपत्ति सीमाओं को पूरा करने के लिए किया जाता है।किसी दिए गए स्टील के हिस्से को गर्म करने के कई तरीके हैं और यह केवल अभ्यास के माध्यम से है कि इष्टतम तापमान और स्थितियों को परिभाषित किया जा सकता है।निम्नलिखित जानकारी को केवल एक मार्गदर्शक के रूप में लिया जाना चाहिए।
annealing
मशीनिंग के लिए कुछ भागों पर एक मोती संरचना प्राप्त करने के लिए, 4340 को 1525 F (830 C) के नाममात्र तापमान पर 1350 F (730 C) तक ठंडा किया जाना चाहिए और भट्ठी को 1130 F (610 C) तक ठंडा किया जाना चाहिए। ) 20 F (11 C) प्रति घंटे की दर से, फिर एयर कूलिंग।फुल एनीलिंग के रूप में जानी जाने वाली इस प्रक्रिया में बहुत समय लगता है क्योंकि इसमें ऑस्टेनिटाइज़िंग तापमान से लेकर उस तापमान तक, जिस पर परिवर्तन पूरा होता है, पूरे तापमान रेंज में धीमी गति से ठंडा करना शामिल है।
4340 ग्रेड में एक गोलाकार संरचना प्राप्त करने के लिए 1380 एफ (750 सी, भट्ठी को 1300 एफ (705 सी) और फिर 1050 एफ (565 सी) पर 5 एफ (3) की दर से ऑस्टेनिटाइज़ करना शामिल है। सी) प्रति घंटा।यह संरचना संभवत: पूर्ण एनील प्रक्रिया द्वारा प्राप्त मोटे लैमेलर पर्लाइट संरचना की तुलना में बेहतर मशीनेबिलिटी में परिणत होगी।
सामान्य
इस प्रक्रिया को एक स्टील को फेराइट से ऊपर के तापमान पर ऑस्टेनाइट परिवर्तन तापमान तक गर्म करने के रूप में परिभाषित किया जाता है, फिर इस परिवर्तन तापमान से नीचे के तापमान पर हवा में ठंडा किया जाता है।अंतिम गर्मी उपचार से पहले जाली उत्पादों पर कंडीशनिंग उपचार के रूप में उपचार किया जा सकता है।सामान्यीकरण फोर्जिंग की संरचना को परिष्कृत करने का भी कार्य करता है जो कि उनके फोर्जिंग ऑपरेशन से गैर-समान रूप से ठंडा हो सकता है।4340 ग्रेड के लिए नाममात्र का सामान्य तापमान 1500 F (815 C,) है, लेकिन उत्पादन अनुभव के लिए इस तापमान से ऊपर या नीचे 50 F (10 C) तापमान की आवश्यकता हो सकती है।.अंगूठे के एक नियम के रूप में, जब फोर्जिंग को कार्बराइजिंग या सख्त और तड़के से पहले सामान्यीकृत किया जाता है, तो तापमान को सामान्य करने की ऊपरी सीमा का उपयोग किया जाता है।जब सामान्यीकरण अंतिम गर्मी उपचार होता है, तो निम्न तापमान सीमा का उपयोग किया जाता है।
सख्त
इस गर्मी उपचार के परिणामस्वरूप शमन के बाद मार्टेंसाइट का निर्माण होता है, जिसके परिणामस्वरूप कठोरता और तन्य शक्ति में वृद्धि होती है।1500 - 1550 एफ (815 - 845 सी) की तापमान सीमा 4340 ग्रेड के सीधे सख्त होने के लिए सामान्य ऑस्टेनिटाइजिंग तापमान है।तेल शमन आमतौर पर 4340 के लिए उपयोग किया जाता है क्योंकि मिश्र धातु की कठोरता इस शमन विधि के अनुकूल होती है।
तड़के
सख्त प्रक्रिया से तनाव को दूर करने के लिए तड़का लगाया जाता है, लेकिन मुख्य रूप से अंतिम आवेदन के लिए आवश्यक यांत्रिक गुणों को प्राप्त करने के लिए।वास्तविक तड़के का तापमान आवश्यक गुणों को पूरा करने के लिए चुना जाएगा, और कई मामलों में परीक्षण और त्रुटि का मामला होगा।
इस ग्रेड 4340 को नाइट्राइडिंग या फ्लेम या इंडक्शन हार्डनिंग द्वारा भी सख्त किया जा सकता है।
मशीन की
यह ग्रेड आसानी से मशीनी है, या तो एक मोटे लैमेलर पर्लेटिक संरचना या एक गोलाकार संरचना की सलाह दी जाती है, जो अनुभाग आकार और जटिलता और मशीनिंग की मात्रा के आधार पर सबसे अच्छी सलाह दी जाती है।यदि किसी अन्य संरचना की उपयुक्तता के बारे में संदेह है, तो गर्मी उपचार के लिए एक गोलाकार संरचना का लक्ष्य होना चाहिए।
वेल्डिंग
इस ग्रेड को एनील्ड स्थिति में आसानी से वेल्ड किया जाता है, लेकिन यांत्रिक गुणों पर प्रभाव के कारण जहां संभव हो वहां कठोर और टेम्पर्ड स्थिति में वेल्डिंग से बचा जाना चाहिए।नाइट्राइड या लौ या प्रेरण कठोर परिस्थितियों में वेल्डिंग की सिफारिश नहीं की जाती है।


 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए! Hindi
Hindi