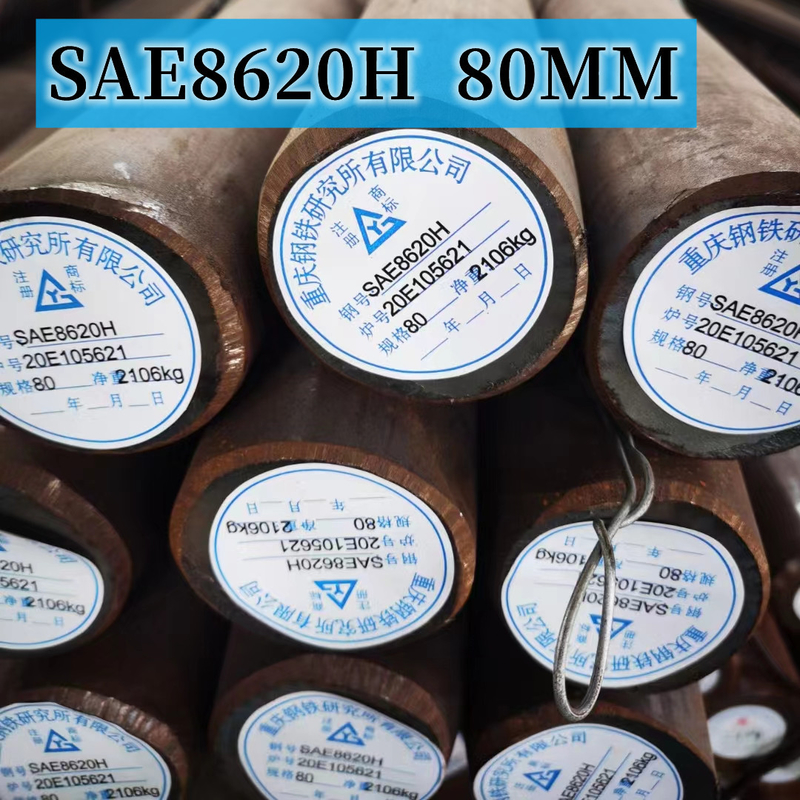
SAE 8620 को कम कार्बन मिश्र धातु इस्पात के रूप में परिभाषित किया गया है जिसमें मिश्र धातु तत्वों को मजबूत करने के रूप में 0.5% Cr, 0.2% Mo और 0.5% Ni है। इसे आमतौर पर कठोरता HB255max के साथ annealed स्थिति के रूप में आपूर्ति की जाती है।
एसएई 8620 में केस कठोरता एचआरसी 60-63 के साथ अच्छा पहनने के लिए प्रतिरोधी है जब कार्बराइज्ड, कठोर और टेम्पर्ड। ग्रेड 8615 और 8617 के साथ तुलना में, यह 700-1100 एमपीए की सामान्य तन्यता ताकत रेंज के साथ अच्छी कोर ताकत और क्रूरता गुण दिखाता है, छोटे से में मध्यम आकार के खंड।
SAE 8620 उन अनुप्रयोगों के लिए उपयुक्त है जिन्हें कठोरता और पहनने के प्रतिरोध के संयोजन की आवश्यकता होती है।यह आमतौर पर उपकरण धारकों और ऐसे अन्य घटकों के लिए इंजीनियरिंग और स्वचालित उद्योगों में उपयोग किया जाता है।
विशिष्ट अनुप्रयोग: आर्बर्स, पिनियन, झाड़ियों, कैंषफ़्ट, किंगपिन, शाफ़्ट, गियर, स्प्लिंड शाफ्ट आदि।
एसएई 8620 स्टीलआपूर्ति प्रपत्र और आकार और सहनशीलता
| आपूर्ति प्रपत्र |
आकार (मिमी) |
प्रक्रिया |
सहनशीलता |
| गोल |
6-Φ100 |
कोल्ड ड्रान |
उजला काला |
बेस्ट H11 |
| 16-Φ350 |
गर्म लपेटा हुआ |
काला |
-0/+1 मिमी |
| छिलका / जमीन |
बेस्ट H11 |
| 90-Φ1000 |
गर्म जाली |
काला |
-0/+5 मिमी |
| रफ टर्न्ड |
-0/+3mm |
| फ्लैट/स्क्वायर/ब्लॉक |
मोटाई: 120-800 |
गर्म जाली |
काला |
-0/+8mm |
| चौड़ाई: 120-1500 |
रफ मशीनी |
-0/+3mm |
टिप्पणी: सहिष्णुता को अनुरोध के अनुसार अनुकूलित किया जा सकता है
एसएई 8620 स्टील रासायनिक संरचना प्रति एएसटीएम ए 29
| श्रेणी |
सी |
सी |
एम.एन. |
पी |
एस |
करोड़ |
एमओ |
नी |
| 8620 |
0.18-0.23 |
0.15-0.35 |
0.70-0.90 |
0.035 |
≤ 0.040 |
0.40-0.60 |
0.15-0.25 |
0.40-0.70 |
एसएई 8620 स्टील भौतिक संपत्ति
| घनत्व जी / सेमी 3 |
7.85 |
| गलनांक डिग्री एफ |
2600 |
| पिज़ोन अनुपात |
0.27-0.30 |
| मशीनेबिलिटी (एआईएसआई 1212 100% मशीनेबिलिटी के रूप में) |
65% |
| थर्मल विस्तार (20 C) (ºC ˉ ) |
12.2*10^-6 |
| विशिष्ट ताप क्षमता जे / (किलो * के) |
477 |
| तापीय चालकता डब्ल्यू / (एम * के) |
46.6 |
| विद्युत प्रतिरोधकता ओम * एम |
2.34*10^-7 |
एसएई 8620 इस्पात यांत्रिक संपत्ति
कोर के लिए विशिष्ट यांत्रिक गुण - 840 डिग्री सेल्सियस पर कार्बराइज्ड और तेल बुझाया गया
| अनुभाग आकार |
11 मिमी |
30 मिमी |
63 मिमी |
| तन्यता ताकत एमपीए |
980-1270 |
780-1080 |
690-930 |
| यील्ड स्ट्रेंथ एमपीए |
≥785 |
590 |
490 |
| बढ़ाव% |
9 |
10 |
11 |
| चरपी प्रभाव जे |
41 |
41 |
41 |
| कठोरता एचबी |
290-375 |
235-320 |
205-275 |
| कठोरता एचआरसी |
31-41 |
23-35 |
16-29 |
एसएई 8620 इस्पात कठोरता सीमा
| बुझती छोर से दूरी mm |
1.5 |
3 |
5 |
7 |
9 |
1 1 |
13 |
15 |
20 |
25 |
30 |
35 |
40 |
| एचआरसी मिन |
41 |
37 |
31 |
25 |
21 |
- |
- |
- |
- |
- |
- |
- |
- |
| एचआरसी मैक्स |
48 |
47 |
43 |
39 |
35 |
32 |
30 |
29 |
26 |
24 |
23 |
23 |
23 |
20HRC के तहत कठोरता मान निर्दिष्ट नहीं है।
एसएई 8620 स्टीललोहारी
फोर्जिंग तापमान 925 ℃ -1230 ℃ के बीच किया जाना चाहिए, एआईएसआई 8620 में कम कार्बन सामग्री होती है जो मध्यम या उच्च कार्बन स्टील्स की तुलना में क्रैकिंग के लिए कम संवेदनशील होती है, इसलिए इसे गर्म और अधिक तेजी से ठंडा किया जा सकता है। फोर्जिंग तापमान पर भिगोने का समय होना चाहिए भारी स्केलिंग और अत्यधिक अनाज वृद्धि से बचने के लिए जितना संभव हो उतना छोटा। फोर्जिंग-एंडिंग तापमान जितना कम होगा, अनाज का आकार उतना ही बेहतर होगा। न्यूनतम फोर्जिंग तापमान 850 डिग्री सेल्सियस से नीचे फोर्ज न करें। इस मिश्र धातु को रेत में ठंडा किया जाना चाहिए।
एसएई 8620 स्टीलसामान्य
सामान्यीकरण का उपयोग फोर्जिंग की संरचना को परिष्कृत करने के लिए किया जाता है जो जाली के बाद गैर-समान रूप से ठंडा हो सकता है, और सख्त होने से पहले कंडीशनिंग उपचार के रूप में माना जाता है। एआईएसआई 8620 स्टील के लिए सामान्य तापमान 900 ℃ -925 ℃ के बीच किया जाना चाहिए।फेराइट को ऑस्टेनाइट रूपांतरण में पूरा करने के लिए स्टील को पूरी तरह से गर्म करने के लिए उपयुक्त समय रखें। स्थिर हवा में ठंडा करें। इस उपचार को मशीनेबिलिटी में सुधार करने की एक और विधि के रूप में माना जाता है।
एसएई 8620 स्टीलannealing
मशीनिंग से पहले एआईएसआई 8620 के लिए पूर्ण एनीलिंग की सिफारिश की जाती है, एआईएसआई 8620 को 820 ℃ -850 ℃ के मामूली तापमान पर ले जाया जाना चाहिए, स्टील को पूरी तरह से गर्म करने के लिए उपयुक्त समय रखें, फिर भट्ठी को ठंडा करें।
एसएई 8620 स्टीलमामले को मजबूत बनाना
कोर रिफाइनिंग के बाद, तापमान को 780 . तक गर्म करेंहेसी - 820हेसी, स्टील को अच्छी तरह से गर्म करने और तेल में बुझाने के लिए उपयुक्त समय पकड़ो। बुझने के बाद जितनी जल्दी हो सके।
एसएई 8620 स्टीलतड़के
टेम्परिंग आमतौर पर सख्त प्रक्रिया से तनाव को दूर करने के लिए किया जाता है, यह केस और कोर दोनों की कठोरता में सुधार करेगा, कोर ताकत और केस कठोरता में केवल थोड़ी कमी के साथ। एआईएसआई 8620 स्टील को 150 तक गर्म करेंहेसी - 200हेसी आवश्यकतानुसार, पर्याप्त समय तक रखें जब तक कि तापमान पूरे खंड में एक समान न हो जाए, प्रति 25 मिमी खंड में 1 - 2 घंटे के लिए भिगोएँ, और स्थिर हवा में ठंडा करें।
एसएई 8620 स्टीलcarburizing
पैक, नमक या गैस 900 . के तापमान पर कार्बराइज करेंहेसी - 925हेसी, आवश्यक केस गहराई और कार्बन सामग्री प्राप्त करने के लिए पर्याप्त समय रखने के बाद, केस और कोर गुणों को अनुकूलित करने के लिए उपयुक्त सख्त और तड़के चक्र के बाद।
प्रमाणपत्र और तृतीय-पक्ष परीक्षण
एसएई 8620 एमटीसी रिपोर्ट
टीयूवी परीक्षण रिपोर्ट


 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए! Hindi
Hindi