431 एसएस का उपयोग फास्टनरों और फिटिंग, समुद्री वातावरण के संपर्क में आने वाले संरचनात्मक घटकों और अत्यधिक तनाव वाले विमान घटकों के लिए किया गया है।
मास्टरसोर्स नीचे बताए अनुसार टाइप 431 एनील्ड स्टेनलेस स्टील इन्वेंट्री की एक पूरी लाइन प्रदान करता है।
| मिश्र |
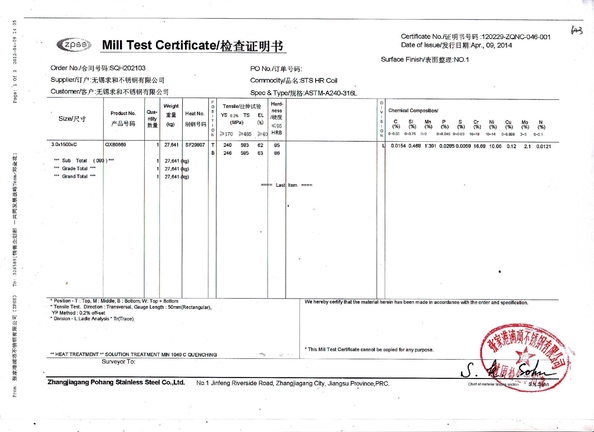
विनिर्देश |
431 एसएस
ऐसी 431
T431 एसएस
यूएनएस एस43100
16 क्रोमियम Ni . के साथ |
एएमएस2303
AMS-5628 HI शीयर #115 (केवल रसायन)
एएमएस-एस-18732
एएसटीएम-ए-276
डीएमएस-1565 EXC।ध्वनि
एमआईएल-एस-18732
QQS-763 EXC कठोरता और IZOD |
इन्वेंटरी फॉर्म
राउंड बार: 3/16 "के माध्यम से 6-1 / 2" डीआईए
* अतिरिक्त आकार और ग्रेड अनुरोध पर उपलब्ध हैं।
स्टेनलेस स्टील के आवेदन 431
इस मिश्र धातु का उपयोग जाली विमान फास्टनरों और फिटिंग के लिए किया जाता है और इसे समुद्री वातावरण में संरचनात्मक भागों के लिए माना जाना चाहिए।
टाइप 431 का उपयोग अत्यधिक तनाव वाले विमान घटकों, फास्टनरों, बम रैक, बोल्टिंग, पंप शाफ्ट और वाल्व स्टेम में किया जाता है।यह -100/1200ºF (-70/650ºC) से संक्षारण प्रतिरोध, कठोरता और क्रूरता के संयोजन की आवश्यकता वाले अनुप्रयोगों के लिए उपयुक्त है।
फोर्जिंग स्टेनलेस स्टील 431
यह मिश्र धातु गर्म शीर्षक और ड्रॉप फोर्जिंग के लिए अच्छी तरह से ले जाती है।2100/2200ºF (1150/1205ºC) तक गरम करें, फिर फोर्ज करें;सूखे चूने या राख में छोटे फोर्जिंग को धीरे-धीरे और बड़े फोर्जिंग को ठंडा करें।पोस्ट-फोर्ज एनीलिंग से पहले कमरे के तापमान को ठंडा करें।1650ºF (900ºC) से नीचे फोर्ज न करें।
उष्मा उपचार
annealing
1200/1250ºF (650/675ºC) तक गरम करें, भिगोएँ और ठंडा करें।यह उपचार अधिकांश मशीनिंग कार्यों के लिए सर्वोत्तम है।
सख्त
1800/1950ºF (980/1065ºC) तक गरम करें - भिगोएँ और तेल बुझाएँ या ठंडा करें।यदि 700ºF (370ºC) से नीचे का तड़का सर्वोत्तम क्रूरता के लिए ऑस्टेनिटाइज़िंग तापमान के उच्च पक्ष का उपयोग करता है, और इसी तरह सर्वोत्तम क्रूरता के लिए 1100ºF (540ºC) से ऊपर तड़के पर ऑस्टेनिटाइज़िंग तापमान के निम्न पक्ष का उपयोग करता है।
तड़के
वांछित यांत्रिक गुण देने के लिए तापमान पर तापमान।कम से कम एक घंटे के लिए भिगोएँ - बड़े हिस्से के लिए अधिक समय तक - और एयर कूल्ड।700/1050ºF (370/565ºC) के बीच तापमान कम करने से कठोरता और संक्षारण प्रतिरोध कम हो सकता है, लेकिन अन्य आवश्यक गुणों के आधार पर कुछ कठोरता और संक्षारण प्रतिरोध को छोड़ना अभी भी आवश्यक हो सकता है।अनुभव यहां मार्गदर्शक होगा।
मशीन की
मिश्र धातु काफी अच्छी मशीनेबिलिटी दिखाती है, लेकिन कुछ पित्त और औजारों के अत्याधुनिक पर निर्माण होगा।
जुड़ने की योग्यता
बेस मेटल को 400/600ºF (205/315ºC) पर प्रीहीट किया जाना चाहिए और वेल्डिंग के दौरान तापमान 400ºF (205ºC) पर बनाए रखा जाना चाहिए।1200ºF (650ºC) पर पोस्ट-वेल्ड उपचार कमरे के तापमान को ठंडा करने के बाद जितनी जल्दी हो सके वेल्ड पर किया जाना चाहिए।


 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए! Hindi
Hindi